


Modern systems of automatic rolls cooling control are based on mathematical models, since the use
of direct methods of rolls bulk temperature measuring is not available. Surface temperature of the rolls
during the rolling process is very difficult to measure because of the water splashing over almost the
entire
surface of the rolls barrel. Even in the case of measuring the surface temperature of the rolls need to
use
a mathematical model that would be possible to determine the bulk temperature of the roll by the known
temperature of the surface, which varies widely by one revolution.
General information about the system
MTM together with the ISI NASU developed a
complex of
mathematical models that allow to calculate the temperature of the work rolls and to control it in the
process of strips rolling. These models form the basis for subsystem of automatic control of the work
rolls
cooling for WS HRM 2000 of MMK.
Complex software is being developed in this project intended for RCS in
finishing stands. RCS as a whole develops ASС and
MTM
develops integrated software that provides calculation and optimization in automatic mode the parameters
of work rolls cooling,
namely - the volume of cooling water in the finishing stands and finishing stands numbers (from the
first four)
where it is necessarily to switch-on surface cooling of the strip by the "anti-pilling" system.
The main features of RCS subsystem
- automatic reception of the input information on the planned schedule of rolling, batch number, steel grade, size strips, standard (given) values of work rolls temperature, the strip speed and other parameters needed to calculate the rolls cooling modes;
- automatic calculation of the rolls cooling and transfer the calculated setpoints in the system controller;
- automatic calculation of parameters of the system and transfer calculated setpoints of “anti-pilling” in the system controller;
- monitoring the current temperature of work rolls (calculation of the temperature of work rolls, issuing a warning message to the operator in case of exceeding the design temperature of rolls with respect to assigned);
- calculation of adaptation coefficients of the mathematical model based on measured values of rolls temperature, saving them consistently for each stand in a database linked to the product groups (groups of rolling conditions) for subsequent use in the model, taking into account the priority of the past values;
- accumulation of current information about the parameters of the RCS, the parameters of the rolling process (on which the RCS work depends on) in database, including the analytical database, which stores the integral and statistical parameters for each rolled coil;
- formation and printing of reporting documents (RCS work and shift reports) by user choice (based on information stored in the database);
- logging software work with the issuance of messages on the operator screen and in the log files;
- calculation and optimization of work rolls cooling on-line (off-line simulator), which includes input and editing of the original data of the rolls cooling system, the calculation of cooling mode, the output of the calculated values displayed in tables and graphs with an additional opportunity to confirm and implementation of the calculated parameters of the cooling system on the mill rolls.
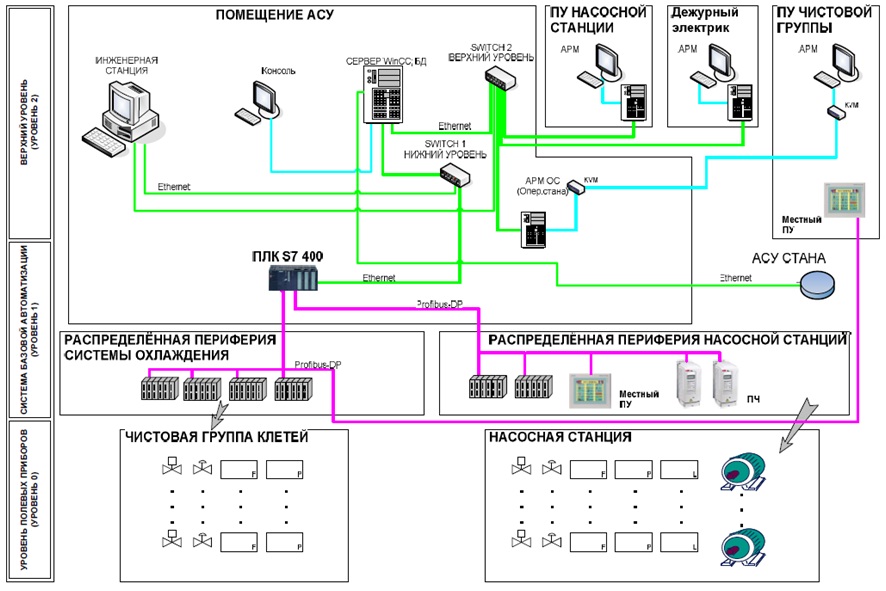
Software and hardware
Complex software is installed on a single workstation and is a single complete development, which is
available
for integration in the RCS of finishing group of mill 2000 (stands 7 - 13). As
a
workstation, it is used a special computer from leading manufacturers, for example, Hewlett Packard.
- CPU (processor characteristics determine the time required to execute a procedure of optimization);
- RAM of at least 2 GB;
- Integrated graphics card;
- Optical Drive DVD;
- HD with at least 160 GB;
- two network ports Ethernet (not less than 100 Mbits/s each);
- monitor, keyboard and mouse.
- operating system - Windows;
- tool for projects development Codegear RAD Studio 2007 (MTM uses its own licensed software);
- software from Siemens.
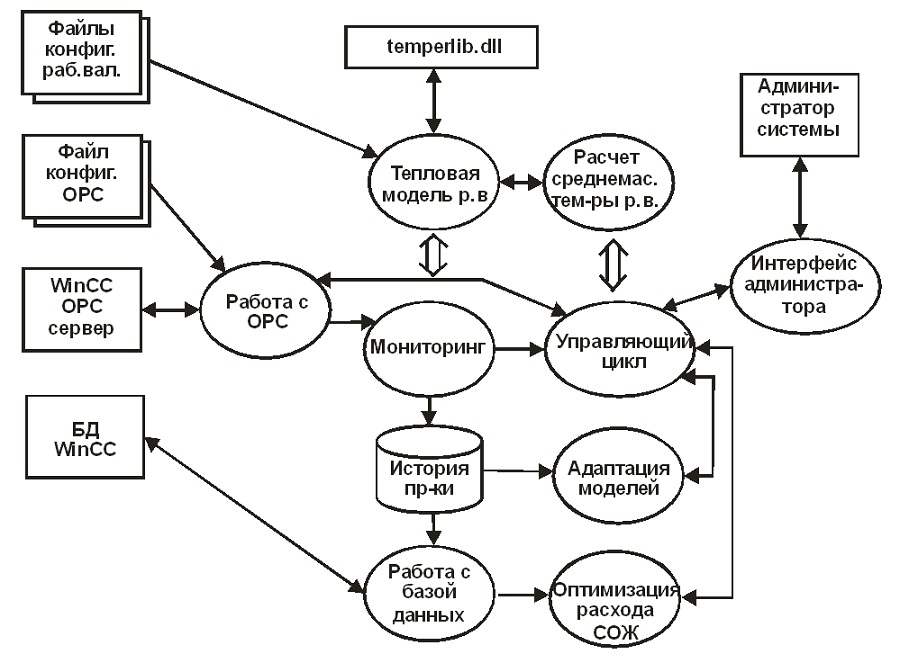
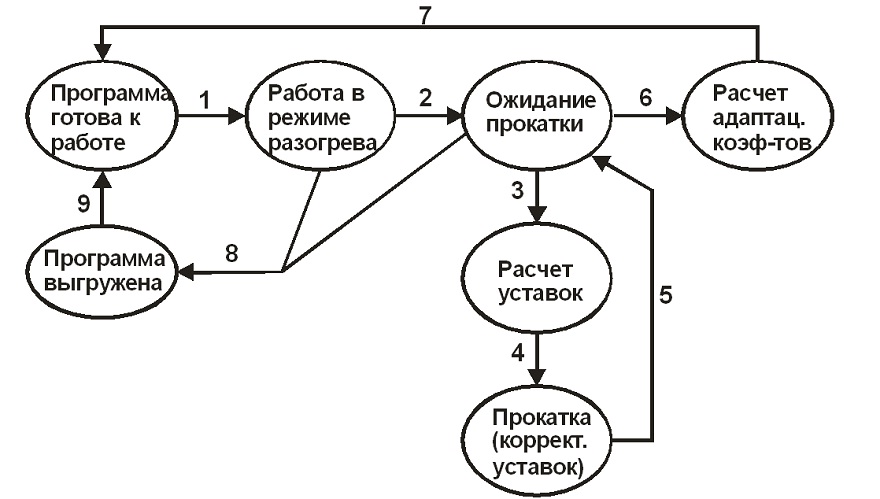
Block diagram of RCS
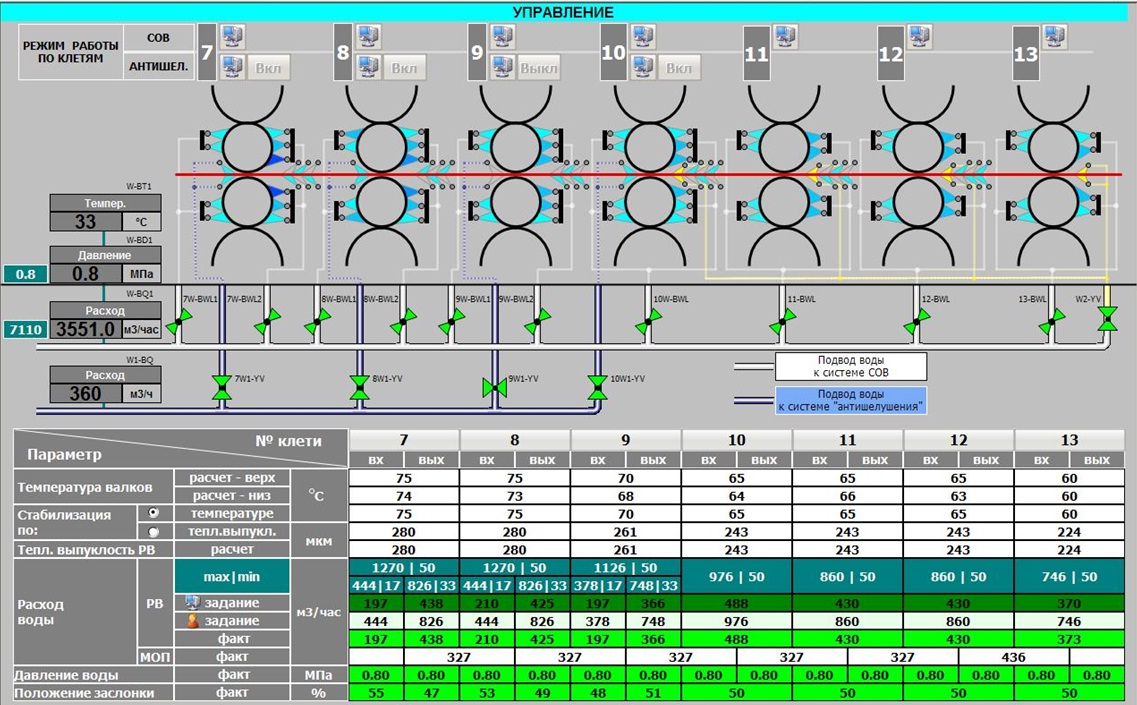
The interface windows of RCS subsystem
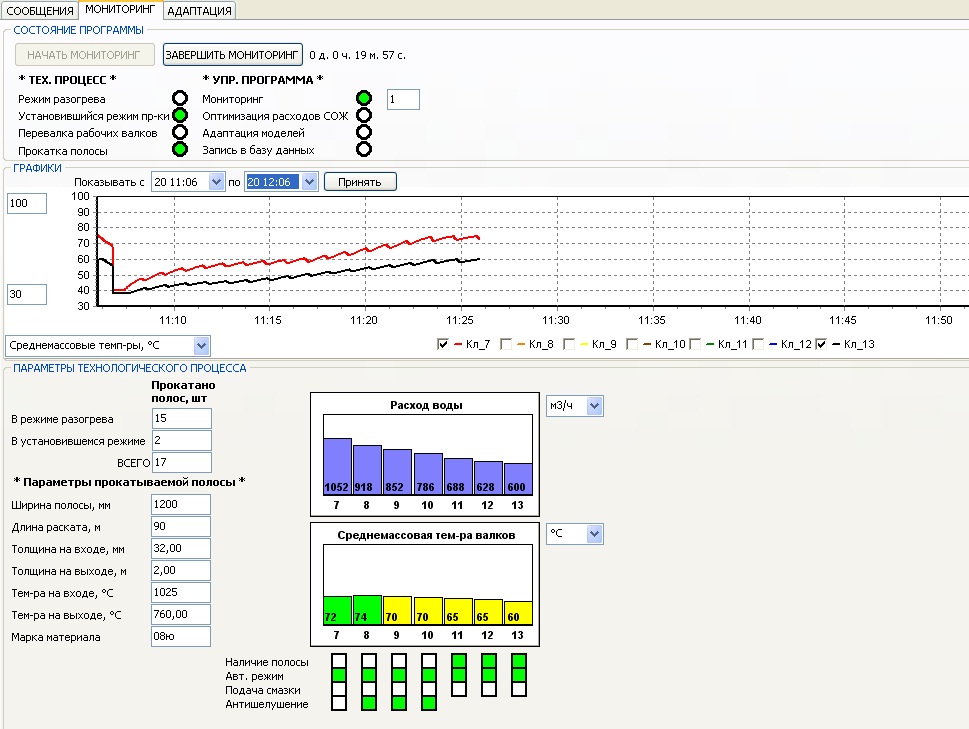
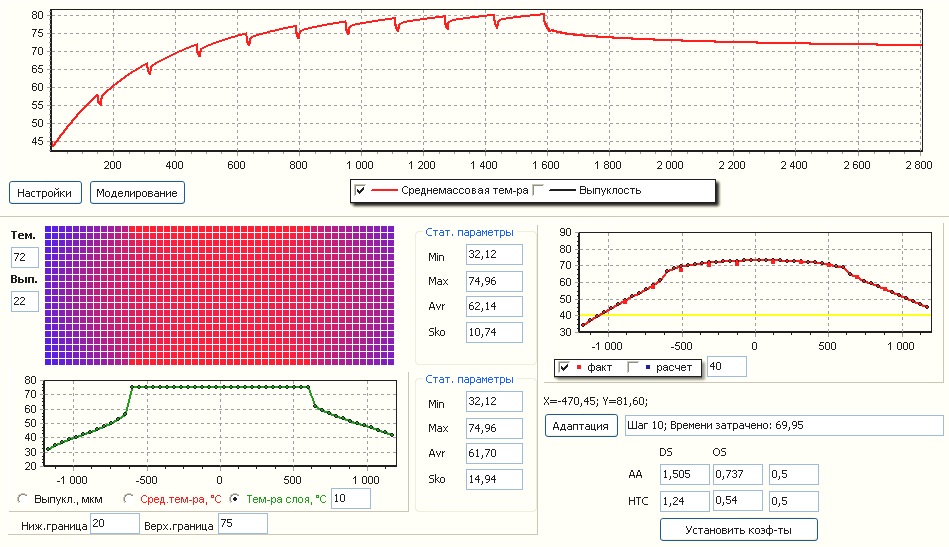
screen of mill operator workstation
Expected results from the use of RCS
subsystem
Using the RCS should provide:
- improvement in the thermal mode of the rolls;
- improving the quality of the surface of the rolls and rolled strips;
- increase interval between work rolls changes;
- increase mill productivity;
- improve the reliability of the cooling system.

Note: The temperature deviation is allowed no more than +5 ° C.
At the present time, a comprehensive software is developed ready for pilot-industrial testing and further commissioning.