Software title
WinColdRolling © -
program for calculating the parameters and optimize the processes of cold rolling
and tempering of strips of steels and alloys.
The functional purpose
The program is designed for calculations of energy-power, kinematical, thermal and other process parameters
of multi-pass cold rolling and tempering of strips, as well as to optimize the speed of deformation and
heat-power modes of rolling.
The main functional advantages
- optimization of the strain-rate and heat-power schedule of rolling to ensure minimal variation of flatness and thickness, specified mechanical properties and surface roughness of the strips, as well as the maximum stability of the rolling process;
- determination of the minimum thickness of the rolled strip, rational thickness of semi-finished hot rolled strip, settings of continuous mill (speeds of rolls rotation and positions of screw-down units) by the process technology parameters, in particular, by the distribution of intermediate thicknesses of the strip between the stands and by interstand tensions;
- inverse problem-solving, namely, calculation of intermediate thickness and interstand tensions of strip by the continuous mill settings;
- adaptation of algorithms for calculating the energy-power and kinematical parameters of the process by the experimental data or by conditionally reference model that is built into the system;
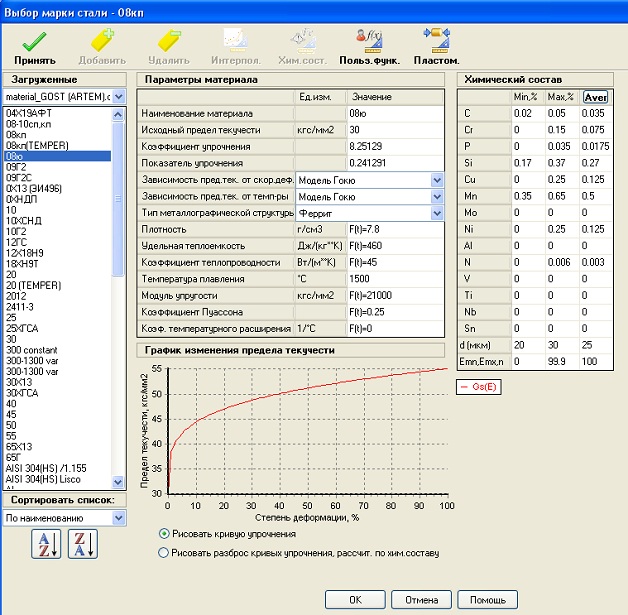
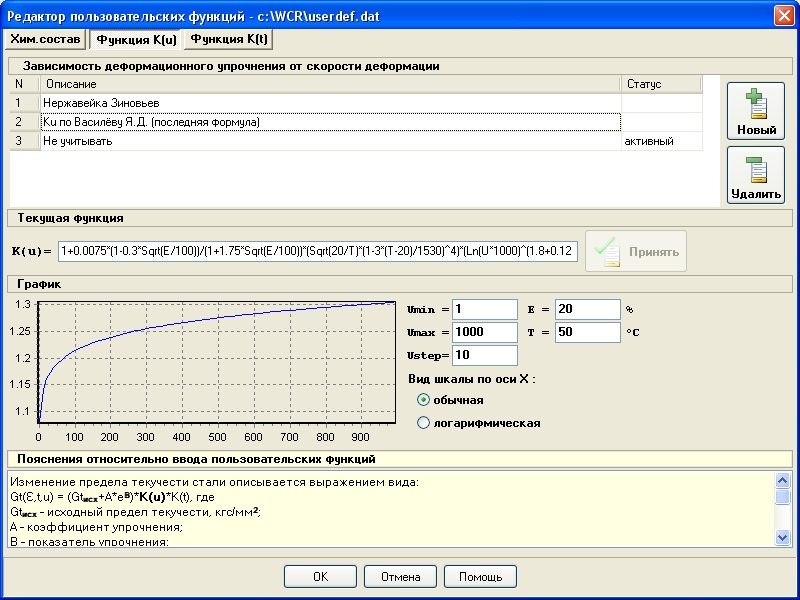
- complex of yield stress models of steel of various grades, depending on the chemical composition, structural parameters and their types, using analytical relationships that can be selected for steels of different groups from the list or create your own custom function, recording and storing them in a database with the ability to use in calculations;
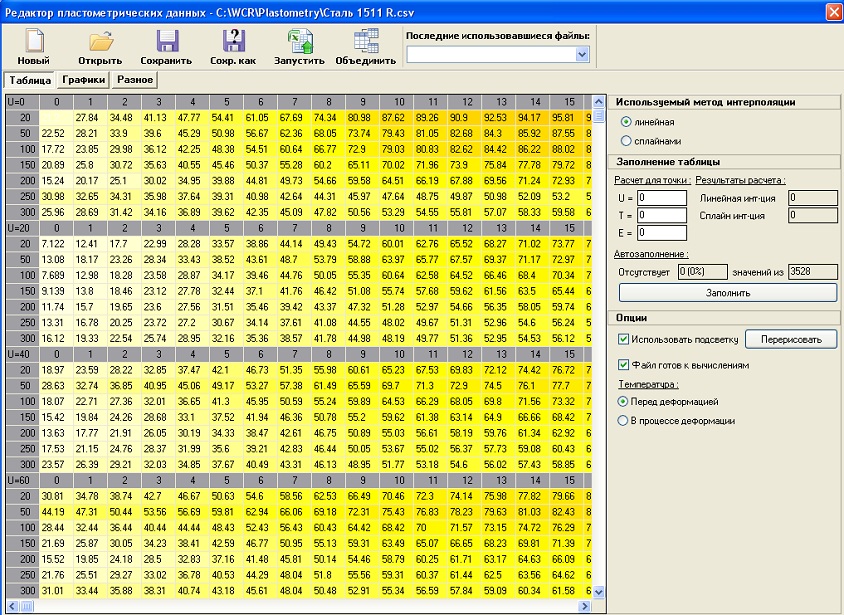
- for steels and alloys with a non-monotonic dependence of yield stress on temperature, degree and rate of deformation, as well as in cases where there is the primary experimental data on the yield stress, for example, plastometric data, a yield stress model is realized, based on the methods of multivariate inter- and extrapolation of experimental data, taking into account correct transfer of test conditions on the simulated process of flat rolling;
- a set of models is included of contact friction during rolling, including the analytical and empirical relationships, theoretical model of semi-fluid friction mode (the limiting cases of this mode are the modes of boundary friction and fluid friction, taking into account the hydrodynamic lubrication effects);
- in the calculation of the elastically deformed contact line of roll with the strip, it is used as an iterative method for solving the problem of calculating the length of the arc of contact, so the non-iterative method. It is used solutions for a circular or noncircular arc of contact;
- complex of numerical and analytical models are used for the calculation of energy-power parameters of the deformation zone. Numerical models are implemented by finite difference method for solving the basic differential equation of rolling, and the solution is obtained as the longitudinal stresses, that are true for both the plastic and elastic areas of the deformation zone. One model allows plastic deformation area around the whole deformation zone, the second - also takes into account the areas of elliptic elastic compression of the rolls and strip in the entrance area and the deformation zone and elliptic spring-back of rolls and strip in the output area of the deformation zone. The distributions of normal and tangential stresses are determined at the elementary areas along the deformation zone;
- tasks and subtasks are implemented of optimizing the distribution of reductions and interstand tensions. Subtasks of optimization "on the background" of basic problem-solving (for example, the mode corresponding to a given distribution of loads over the stands of continuous mill) can simultaneously achieve other important goals, for example - the definition of tension modes, minimizing the occurrence of mill vibration, the definition of technological modes of continuous rolling process with the specified quantities of forward slips in the stands;
- a possibility exists to determine the rolling mode, which is best suits to the selected values of rolls profiles, or determination of needed rolls profiles (or bending forces), based on a predefined rolling mode;
- the required volumes of coolant supply in the mill stands are calculated based on the temperature and energy-power modes of rolling. In the tempering parameters calculations (one or two passes), the strip surface roughness and the yield strength of steel after tempering are predicted. The rational strain is determined in tempering and energy-power parameters of the process for the dry tempering and tempering with a lubricant;
- stochastic modeling is realized, which allows to represent the probabilistic assessment of the process in different rolling modes, to track the regularities of the parameters variation with taking into account the probabilistic nature of the most relevant process parameters change, as well the regularities of work of the automatic control system of strip thickness and tension, the transport delay, that allows to improve the algorithms and parameters of the control system;
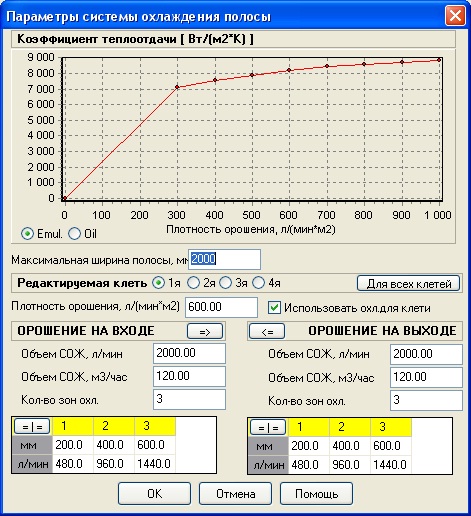
- the possibility of solving problems related to the thermal balance of the mill, in particular the identification of rational volumes of coolant supply to the stands, based on the energy-power, temperature and rolling speed limits, taking into account the features of the mill emulsion system;
- a possibility is realized of determining the temperature and thermal profiles of the work and backup rolls of mill, based on coolant temperature, the volume of coolant supplied to the stands. It is also available to determine the required volume of coolant on the basis of data on rolling power and other parameters of rolling in each stand, as well as coolant temperature change during cooling in the mill emulsion systems with or without refrigeration. Given the characteristics of algorithms for calculating the thermal balance of the cold rolling mill, this system allows to define a rational distribution of coolant in the stands of continuous cold rolling mill with accounting the stands loading by force and by power, semi-fluid rolling friction conditions and fullness of the boundary contact in the deformation zones of the mill stands, taking into account the surface roughness of rolls and strips and hydrodynamic effects of lubricant, which is essentially the thermal resistance in the deformation zone causing interruption of the strip heat fluxes to the rolls.
Capabilities of the system allow to analyze in detail the continuous rolling process for operating mills (including the probabilistic viewpoints), to carry out calculations of temperature and energy-power parameters of the cold rolling process, accuracy parameters, strip flatness and surface micro-geometry, rolls profiling, the volumes of supplied coolant, to optimize rolling conditions with the aim to improve the flatness of the strips, mill productivity, to reduce specific process energy consumption with taking into account a complex of known limitations based on the developed criteria and a fast optimization algorithm, to minimize the risk of vibrations and rolls slipping by changing modes of reduction and tension, to determine the possibility of steels rolling of various grades for the existing and being designed equipment, to determine the final thickness of the strip by the specified input thickness and vice versa, as well as to identify the best mode of rolling, based on specific tasks.
The computer system is a part of the methodology of scientific and practical problems solving, in particular, the tasks of an effective rolls cooling of sheet rolling mills for various purposes with an adequate assessment of the technical parameters.
Individual components of the WinColdRolling are used in automatic control systems of cold rolling and strip tempering processes. WinColdRolling components can serve as the basis of the upper level of the automation systems of cold rolling mills.
Copyrights
Certificate of registration of copyright
of the product № 15149.
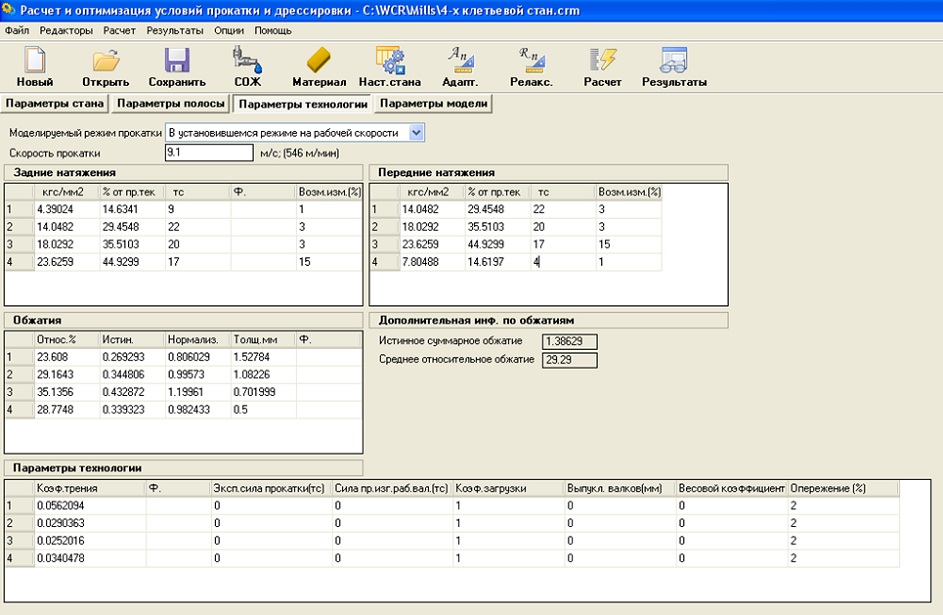
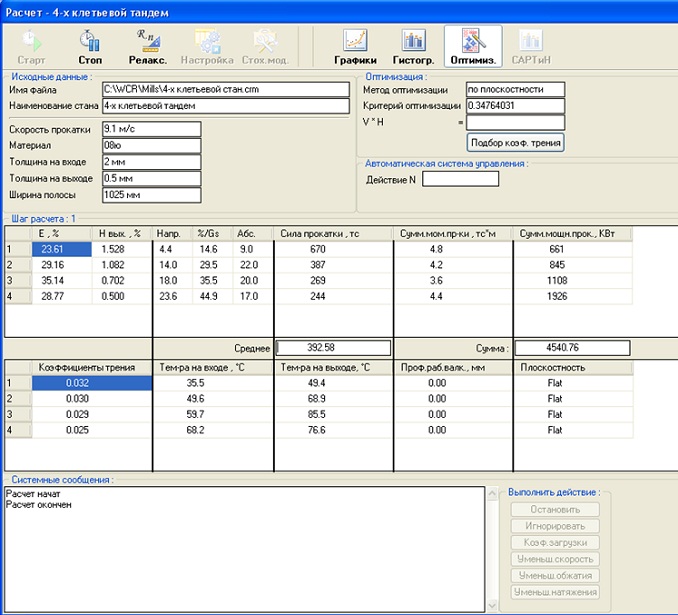
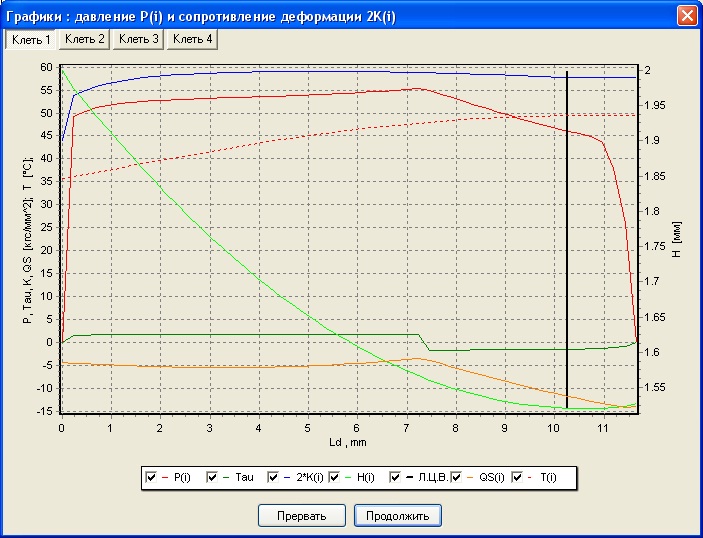
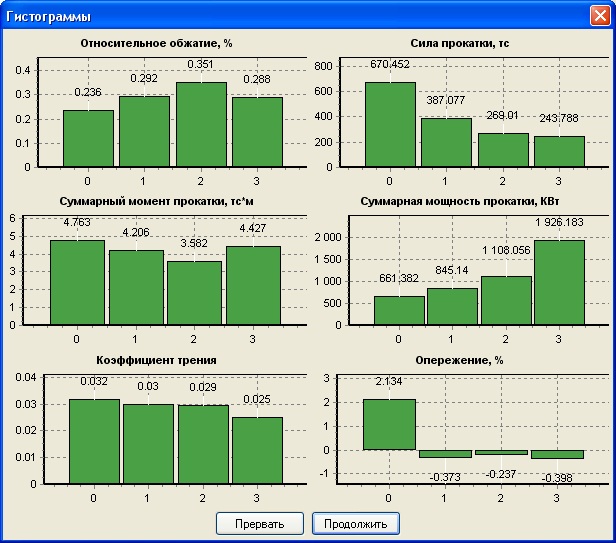
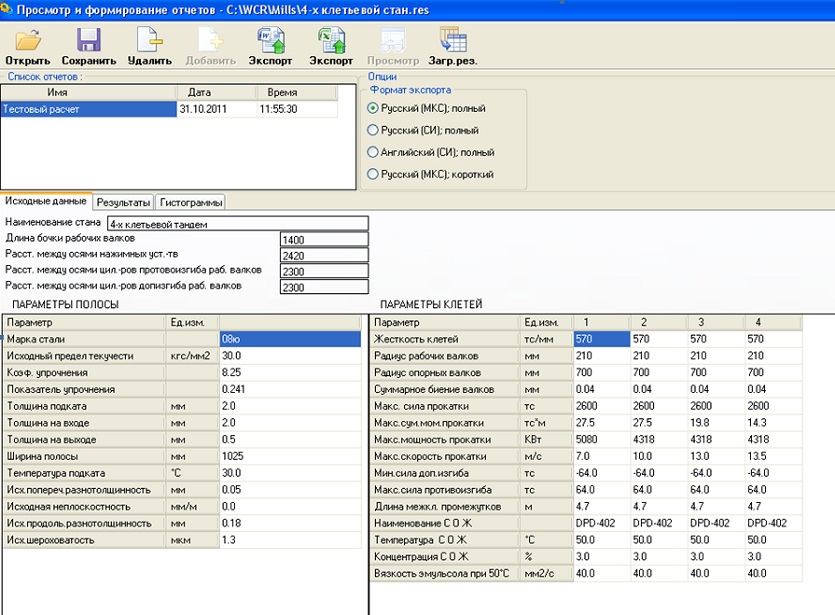
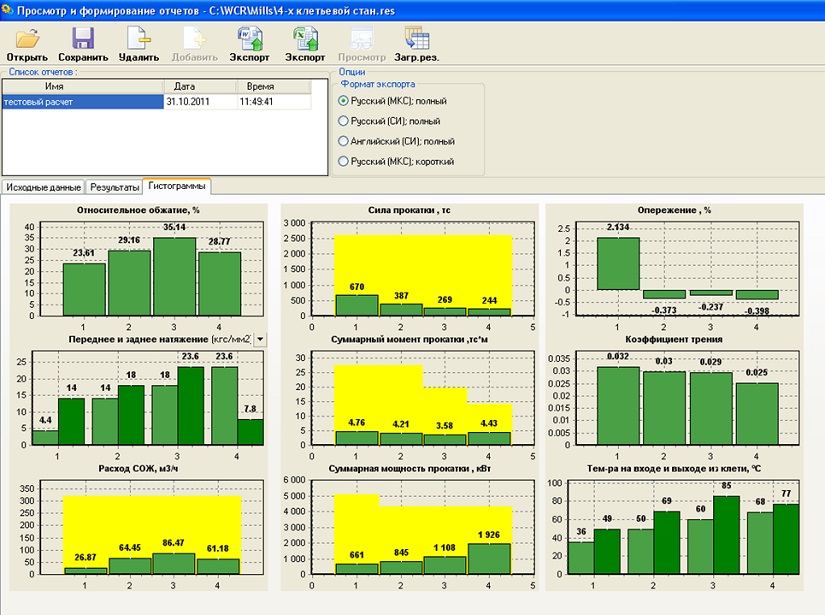
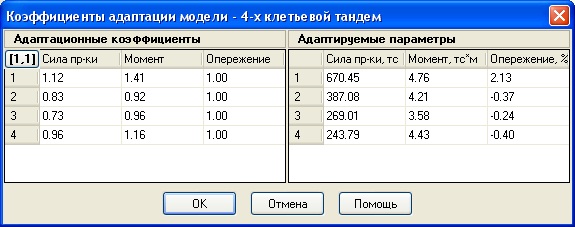
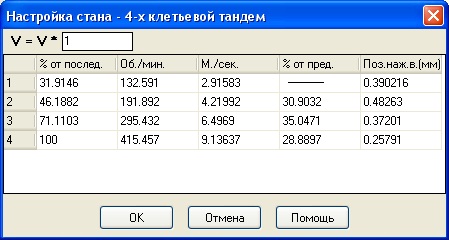
EXAMPLES OF DIALOG BOXES OF THE WinColdRolling PROGRAM.