Наименование программы.
WinColdRolling © - программа расчета параметров и оптимизации процессов холодной прокатки и дрессировки
полос
из сталей и сплавов.
Функциональное назначение.
Программа предназначена для расчетов энергосиловых, кинематических, температурных и других параметров
процессов
многопроходной холодной прокатки и дрессировки полос, а также для оптимизации деформационно-скоростных
и теплосиловых режимов прокатки.
Основные функциональные преимущества
- оптимизация деформационно - скоростных и теплосиловых режимов прокатки, обеспечивающих минимальную неплоскостность и разнотолщинность, заданные механические свойства и шероховатость поверхности полос, а также максимальную стабильность процесса прокатки;
- определение минимальной толщины прокатываемой полосы, рациональной толщины горячекатаного подката, параметров настройки непрерывного стана (скорости вращения валков и позиции нажимных устройств) по технологическим параметрам процесса, в частности, по распределению промежуточных толщин полосы между клетями и по межклетевым натяжениям;
- решение обратной задачи, а именно, - расчёт промежуточной толщины и межклетевых натяжений полосы по параметрам настройки непрерывного стана;
- адаптация алгоритмов расчёта энергосиловых и кинематических параметров процесса по экспериментальным данным или по условно эталонной модели, встроенной в систему;
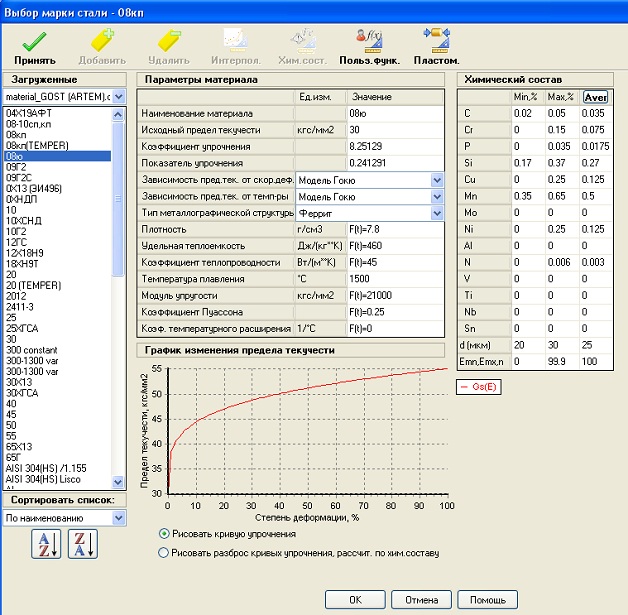
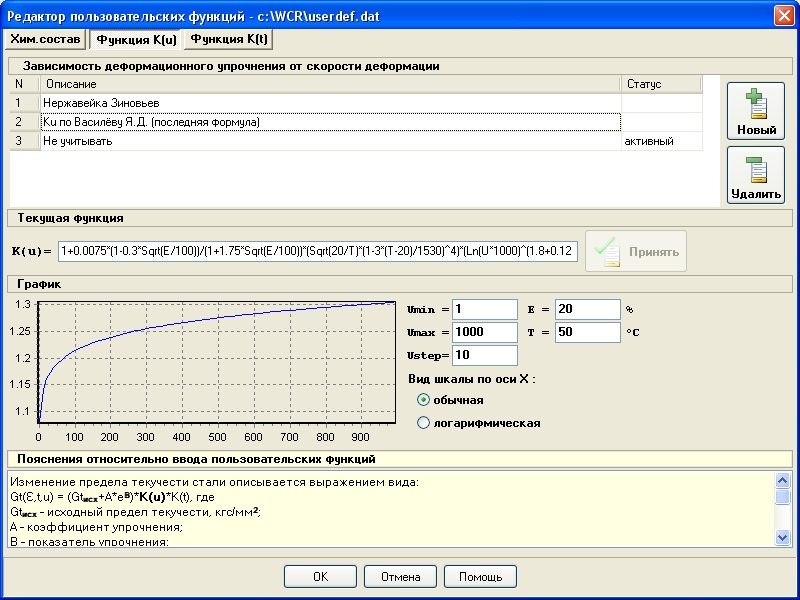
- комплекс моделей напряжения текучести сталей различных марок в зависимости от химического состава, параметров структуры и их типов с использованием аналитических зависимостей, которые можно выбрать для сталей различных групп из списка или создать свои пользовательские зависимости, записав и сохранив их в базе данных с возможностью последующего использования в расчётах;
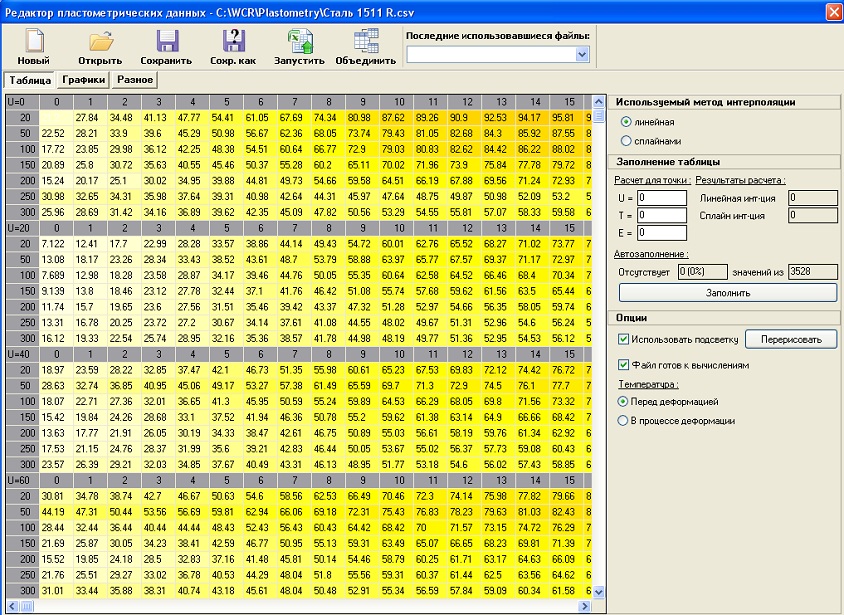
- для сталей и сплавов с немонотонной зависимостью напряжения текучести от температуры, степени и скорости деформации, а также в случаях наличия первичных экспериментальных данные о напряжении текучести, например, пластометрических, реализована модель напряжения текучести, построенная на методах многомерной интер- и экстраполяции экспериментальных данных, учитывающая корректный перенос условий испытаний на моделируемый процесс плоской прокатки;
- предусмотрен комплекс моделей контактного трения при прокатке, включая аналитические и эмпирические зависимости,теоретическую модель трения в полужидкостном режиме (предельными случаями этого режима являются режимы граничного трения и жидкостного трения с учётом гидродинамических эффектов смазки);
- при расчёте упругодеформированной линии контакта валков с полосой используется как итерационный метод решения задачи расчёта длины дуги контакта, так и безытерационный. При этом используются решения для круглой или некруглой дуги контакта;
- используются численные и комплекс аналитических моделей для расчёта энергосиловых параметров очага деформации. Численные модели реализованы методом конечных разностей при решении основного дифференциального уравнения прокатки, причём решение уравнения отыскивается в продольных напряжениях, что справедливо как для зоны пластической деформации, так и для упругих зон очага деформации. Одна из моделей допускает зону пластической деформации по всему очагу деформации, вторая - дополнительно учитывает участки эллиптического упругого сжатия валков и полосы во входной зоне очага деформации и эллиптической упругой отдачи валков и полосы в выходной зоне очага деформации. Отыскиваются распределения нормальных и касательных напряжений на элементарных участках вдоль очага деформации;
- реализованы задачи и подзадачи оптимизации распределения обжатий и межклетевых натяжений. Подзадачи оптимизации "на фоне" решения основной задачи (например, режима, соответствующего заданному распределению по клетям непрерывного стана нагрузок) позволяют одновременно достичь других важных целей, например, - определение режимов натяжения, минимизирующих возникновение вибраций стана, определение технологических режимов процесса непрерывной прокатки с заданными величинами опережения в клетях;
- возможность определения режима прокатки, который в наибольшей мере отвечает выбранным величинам профилировок валков, или определения необходимых профилировок валков (или сил их принудительного изгиба), исходя из заданного режима прокатки;
- рассчитываются необходимые объёмы подачи смазочно-охлаждающей жидкости в клети стана, исходя из температурных и энергосиловых режимов прокатки. При расчётах параметров дрессировки (одно- или двухпроходной) прогнозируется шероховатость поверхности полосы и предел текучести стали после дрессировки. Определяются рациональные степени деформации при дрессировке и энергосиловые параметры процесса при сухой дрессировке и дрессировке со смазкой;
- стохастическое моделирование - позволяет представлять вероятностные оценки процесса в условиях различных режимов прокатки, отслеживать закономерности изменения параметров с учётом вероятностного характера изменения наиболее значимых параметров процесса, закономерностей работы системы автоматического регулирования толщины полосы и натяжения, транспортного запаздывания, что позволяет совершенствовать алгоритмы и параметры системы управления;
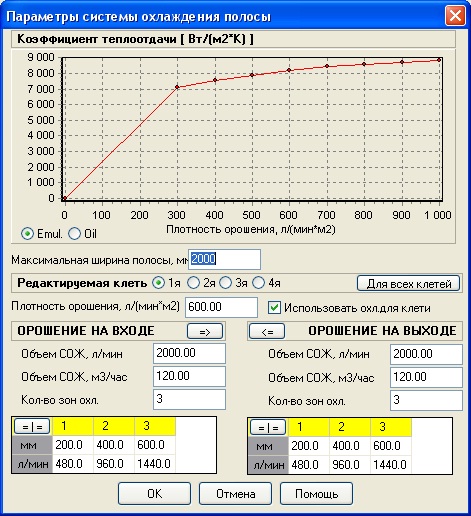
- возможности решения задач, связанных с тепловым балансом стана, в частности с определением рациональных объемов подачи охладителя в клети, исходя из энергосиловых и температурно-скоростных режимов прокатки с учетом особенностей эмульсионной системы стана;
- возможности определения температуры и теплового профили рабочих и опорных валков стана, исходя из температуры охладителя, объемов СОЖ, подаваемой в клети. Возможно также определение требуемых объемов СОЖ на основании данных о мощности и других параметров прокатки в каждой клети, а также изменения температуры СОЖ при охлаждении в эмульсионной системе стана с использованием холодильников или без них. С учетом особенностей алгоритмов расчета теплового баланса стана холодной прокатки, данная система позволяет определить рациональное распределение охладителя по клетям непрерывного стана холодной прокатки с учетом загрузки клетей по силе и мощности прокатки, условий полужидкостного трения и полноты граничного контакта в очагах деформации клетей стана с учетом шероховатости поверхностей валков и полосы и гидродинамических эффектов смазки, являющейся в очаге деформации по сути термическим сопротивлением, и приводящей к разрывам тепловых потоков от полосы к валкам.
Возможности системы позволяют детально анализировать процесс непрерывной прокатки на действующих станах (в том числе с вероятностных позиций), осуществлять расчеты температурных и энергосиловых параметров процесса холодной прокатки, показателей точности, плоскостности и микрогеометрии поверхности полосы, профилировки валков, количества подаваемой СОЖ; оптимизировать режимы прокатки с целью повышения плоскостности полос, производительности стана, снижения удельной энергоемкости процесса с учетом комплекса известных ограничений на основе разработанных критериев и быстродействующего алгоритма оптимизации; минимизировать вероятность возникновения вибраций и пробуксовок валков изменением режимов обжатий и натяжений; определять возможности прокатки сталей различных марок в условиях существующего и проектируемого оборудования, определять конечную толщину полосы при заданной начальной, и наоборот, а также осуществлять разработку оптимальных режимов прокатки, исходя из конкретных задач.
Разработанная компьютерная система является частью методологии решения научных и практических задач, в частности, задачи эффективного охлаждения валков листопрокатных станов различного назначения с адекватной оценкой достигаемых технических показателей.
Отдельные компоненты WinColdRolling используются в системах автоматического регулирования процессами холодной прокатки и дрессировки полос. Компоненты WinColdRolling могут служить основой верхнего уровня систем автоматизации станов холодной прокатки.
Авторское право.
Свидетельство о регистрации авторского
права на произведение № 15149.
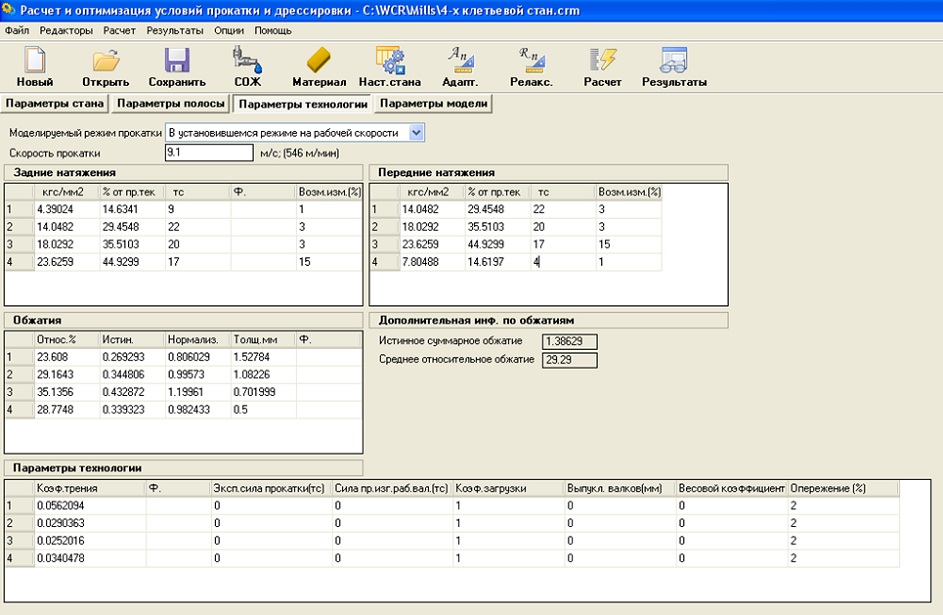
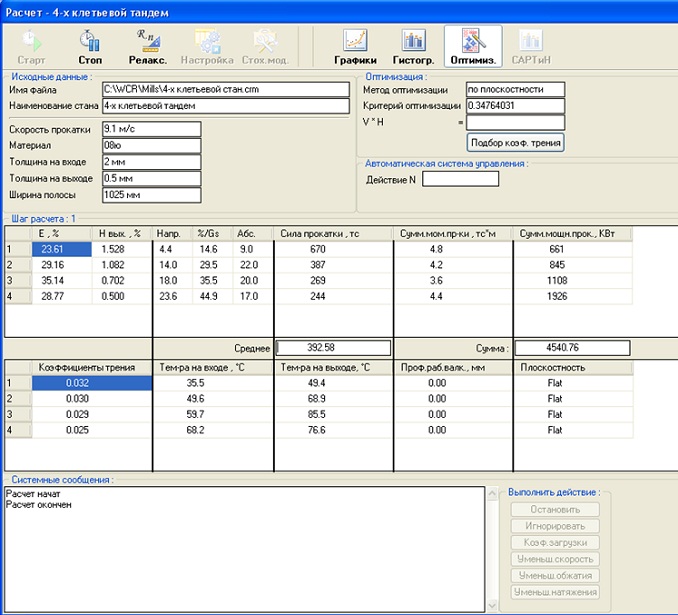
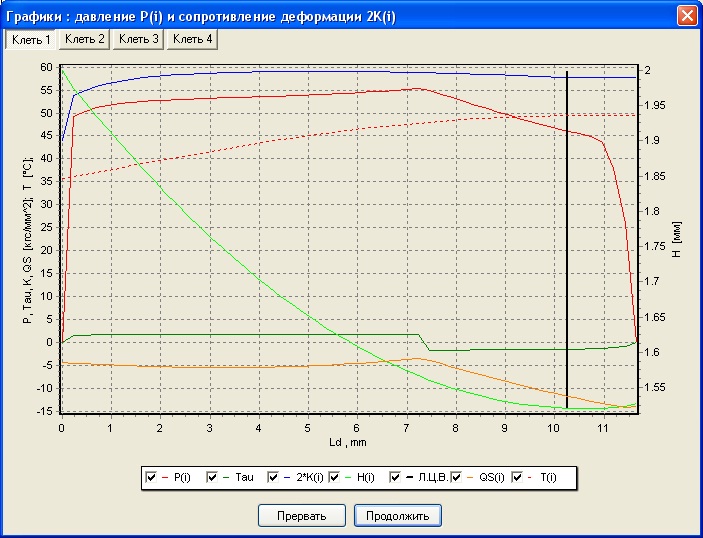
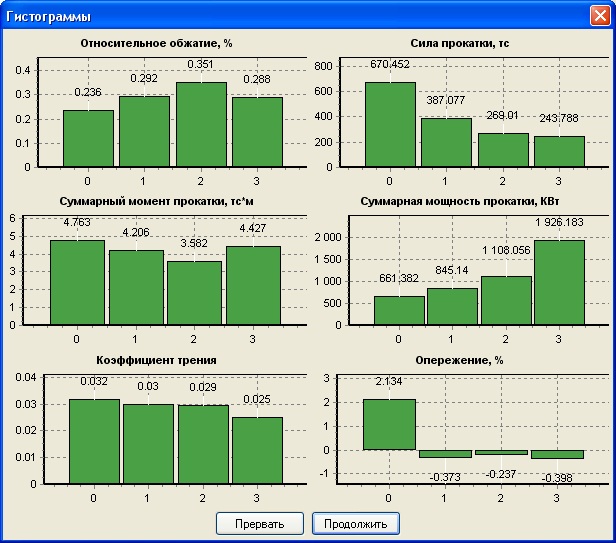
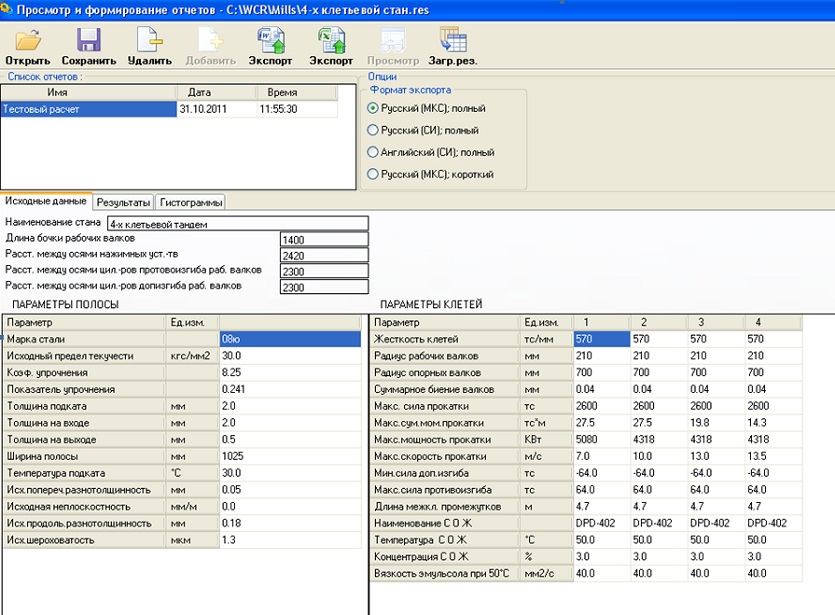
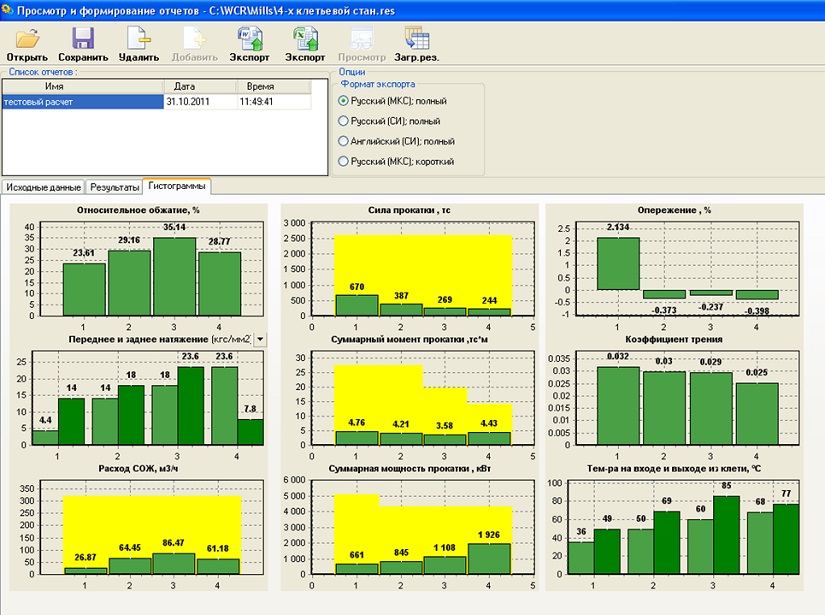
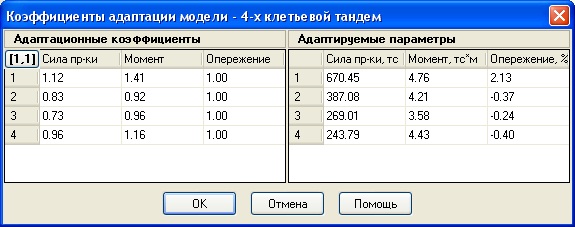
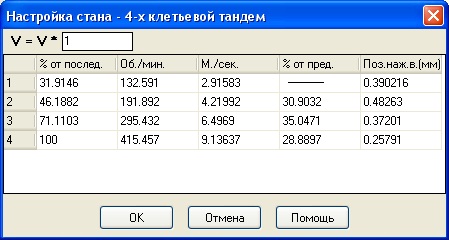
ПРИМЕРЫ ДИАЛОГОВЫХ ОКОН ПРОГРАММЫ WinColdRolling.