


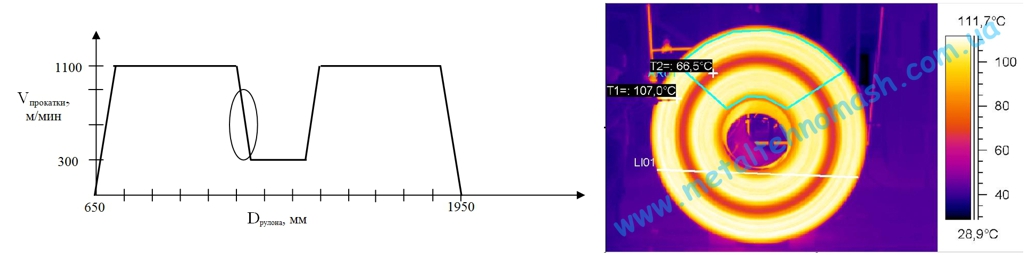
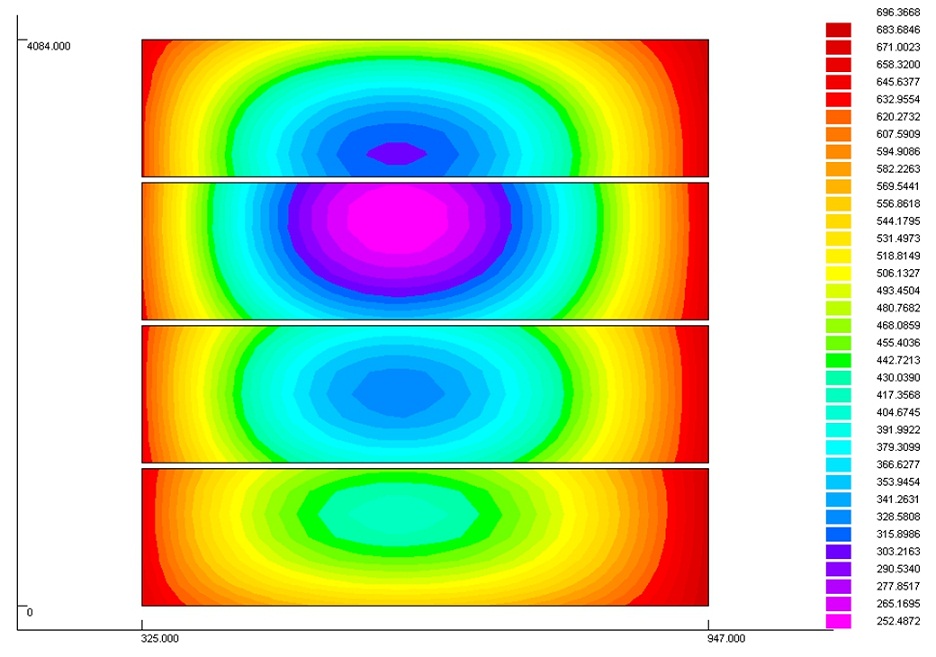
Дефекты поверхности полос (линии перегиба, пятна слипания, царапины, риски), а также потеря устойвивости рулонов (проседание под действием собственной массы или образование дефекта "птичка") связаны с нерациональным напряженно – деформированным состоянием рулонов при их смотке.
В связи с этим важна задача совершенствования и разработки новых методов и компьютерной системы расчета НДС рулонов, позволяющих:
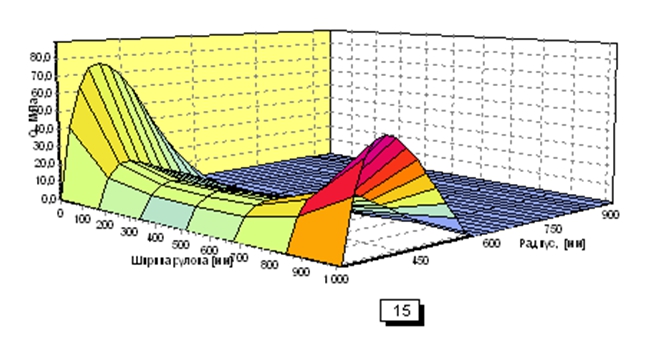
- прогнозировать НДС рулона в процессе и после смотки на стане холодной прокатки, а также в процессе отжига рулонов;
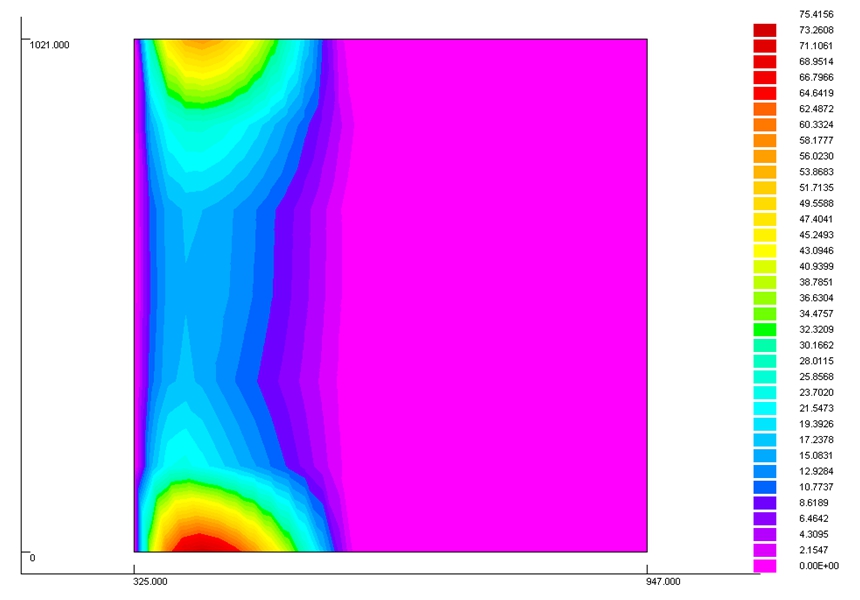
- определять оптимальные режимы смотки и отжига в колпаковых печах с минимальной вероятностью сваривания витков в рулонах при отжиге или проскальзывания витков при последующей размотке в процессе дрессировки.
Цель работы - разработка новых элементов технологии холодной прокатки и смотки полос в рулоны, учитывающих закономерности изменения температуры смотки, и обеспечивающих повышение качества поверхности полос.


Сроки выполнения: 2003 - 2004г.
Заказчик: ОАО"НЛМК"
Цель работы - совершенствование технологии холодной прокатки, смотки в рулоны, отжига и дрессировки полос с учётом данных о распределении температуры и неплоскостности по длине и ширине полос, обеспечивающей повышение качества поверхности полос.



Основные результаты:
- Повышение на 1,5-2,0% выхода полосового проката I группы отделки поверхности.
- Повышение на 7% производительности СБП 2030 при прокатке полос толщиной 0,5 – 0,6мм.
- Уменьшение на 25% отсортировки холоднокатаных полос по дефекту «линии перегиба».
Выполненный комплекс работ, направленных на улучшение состояния поверхности полос, послужил основой комплекса инновационных решений проблемы, изложенных в научных статьях и диссертационной работе.